
 L’emergenza pandemica ha evidenziato il ruolo centrale della diagnostica rapida e della medicina di laboratorio nel sistema salute, rivelandone l’efficacia nella gestione del virus. La tempestività di una diagnosi, però, è da sempre un valore fondamentale in medicina sia per gli enormi benefici sulla guarigione del paziente, sia per l’impatto economico sull’intero ciclo di cura. Sembra infatti che meno del 7% delle persone affette da patologie cardiometaboliche croniche – in aumento in tutto il mondo – si sottoponga agli esami con la frequenza raccomandata dalle linee guida e che solo il 26,7% raggiunga i valori consigliati per tenere sotto controllo glicemia, pressione sanguigna e colesterolo. Una migliore gestione della situazione richiede metodi analitici innovativi e più efficienti, basati su tecnologie user friendly, affidabili ed economicamente sostenibili. Un problema che Sanner (Bensheim, Germania), produttore di componenti e disposable in plastica per il settore medicale, ha risolto brillantemente.
L’emergenza pandemica ha evidenziato il ruolo centrale della diagnostica rapida e della medicina di laboratorio nel sistema salute, rivelandone l’efficacia nella gestione del virus. La tempestività di una diagnosi, però, è da sempre un valore fondamentale in medicina sia per gli enormi benefici sulla guarigione del paziente, sia per l’impatto economico sull’intero ciclo di cura. Sembra infatti che meno del 7% delle persone affette da patologie cardiometaboliche croniche – in aumento in tutto il mondo – si sottoponga agli esami con la frequenza raccomandata dalle linee guida e che solo il 26,7% raggiunga i valori consigliati per tenere sotto controllo glicemia, pressione sanguigna e colesterolo. Una migliore gestione della situazione richiede metodi analitici innovativi e più efficienti, basati su tecnologie user friendly, affidabili ed economicamente sostenibili. Un problema che Sanner (Bensheim, Germania), produttore di componenti e disposable in plastica per il settore medicale, ha risolto brillantemente.
I vantaggi dell’iniezione laterale
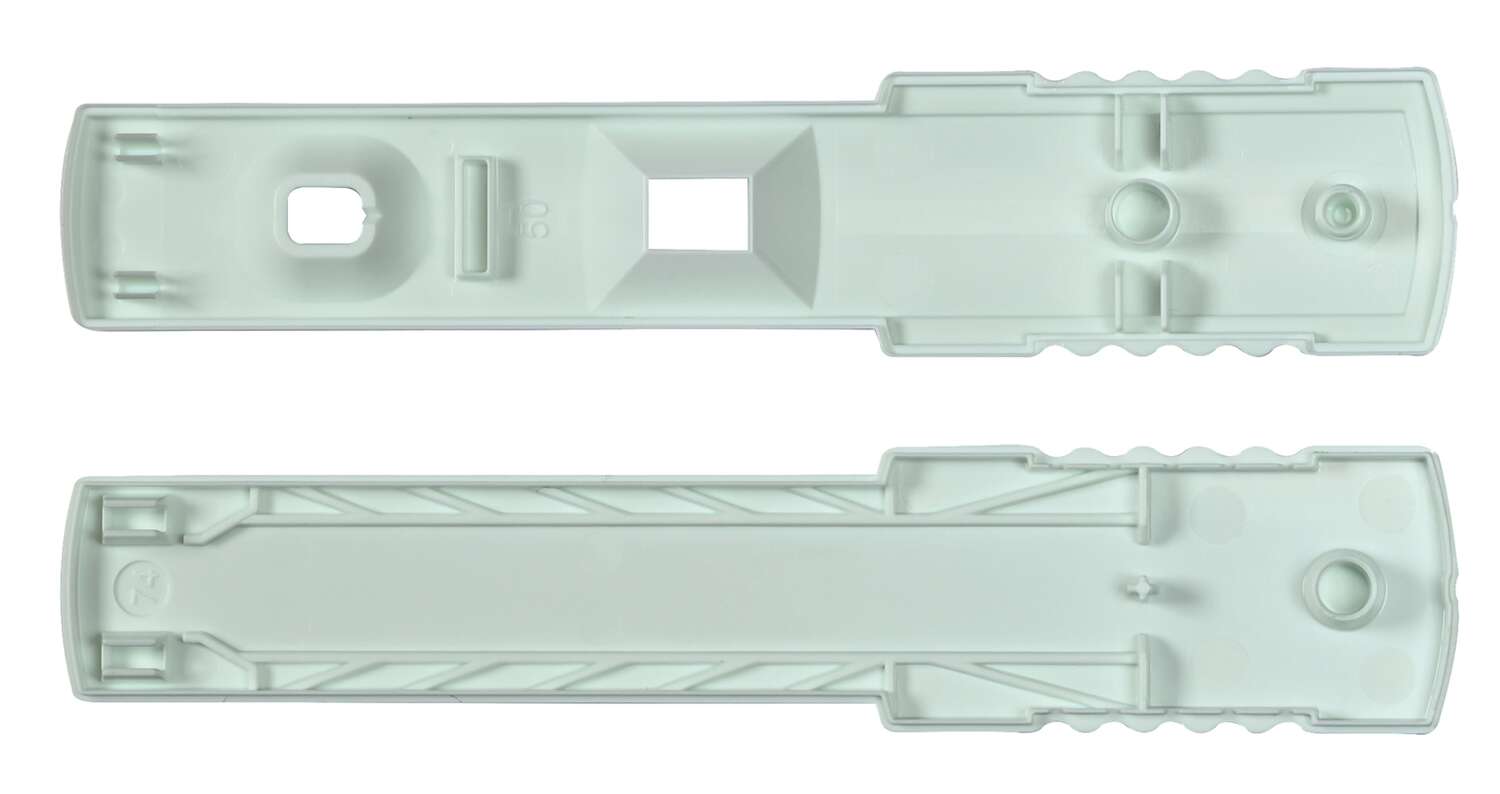
La soluzione sviluppata dall’azienda tedesca per realizzare l’alloggiamento di un test cardio rapido punta su stampi compatti, da installare in alternanza sulla stessa isola di produzione. Il componente è costituito da due parti distinte, entrambe in polistirene 495NGreen, da stampare a iniezione a 240 °C. Nella progettazione dello stampo è stata dedicata particolare attenzione anche all’ugello, che deve garantire una qualità del punto di iniezione impeccabile per soddisfare gli elevati requisiti imposti dalle applicazioni medicali ed eliminare il rischio di lesioni per l’operatore.
 «La maggior parte dei prodotti analoghi proposti dal mercato impiega canali caldi con ugello a otturazione, che tuttavia richiedono un investimento elevato» spiega Kai Maurer, ingegnere di processo presso Sanner. «Per conciliare compattezza e contenere i costi, abbiamo deciso di costruire gli stampi a 16 impronte e di utilizzare la tecnologia a iniezione laterale di Ewikon, disponendo i componenti in due colonne, da otto ciascuna, e i gate sul lato anteriore dell’alloggiamento».
«La maggior parte dei prodotti analoghi proposti dal mercato impiega canali caldi con ugello a otturazione, che tuttavia richiedono un investimento elevato» spiega Kai Maurer, ingegnere di processo presso Sanner. «Per conciliare compattezza e contenere i costi, abbiamo deciso di costruire gli stampi a 16 impronte e di utilizzare la tecnologia a iniezione laterale di Ewikon, disponendo i componenti in due colonne, da otto ciascuna, e i gate sul lato anteriore dell’alloggiamento».
Ogni ugello produce quindi due parti alla volta. A tale scopo è stata utilizzata una versione “slim” con due puntali termoconduttivi posizionati l’uno di fronte all’altro. Gli ugelli sono stati installati lungo una fila e il fuso viene alimentato da un gruppo di distribuzione perfettamente bilanciato. Nonostante la limitata lunghezza di taglio a disposizione, questa soluzione consente di ottenere punti di iniezione di qualità assoluta, senza segni visibili o evidenti. Un progetto con valvola a otturazione avrebbe richiesto 16 ugelli, un gruppo di distribuzione molto più grande e complesso e, a seconda della tecnologia di azionamento installata, uno stampo più ingombrante.

Cambio versione rapido
La soluzione messa a punto da Ewikon permette di passare, con cambi stampo molto rapidi, dalla produzione della parte superiore a quella inferiore dell’alloggiamento. Dal momento che il peso della stampata di entrambi i componenti è quasi identico, è stato applicato un concept che permette di mantenere fisso sulla macchina il semistampo canale caldo e di cambiare solo la piastra matrici iniezione e il lato di estrazione. Significa dunque che un singolo canale caldo è sufficiente per entrambi gli stampi, soluzione resa possibile dalla suddivisione in due parti degli ugelli laterali.
Gli ugelli principali sono previsti in quantità doppia e installati nella rispettiva piastra matrici iniezione, comprensivi di cablaggi e connessioni prodotti da Ewikon, e alimentati da ugelli transfer installati nella piastra del distributore del canale caldo. Quando viene montata la piastra, l’ugello transfer si sigilla nell’ugello principale sul lato frontale; ciò garantisce una tenuta affidabile alla temperatura di processo. Il canale caldo viene raffreddato ad acqua mantenendo la temperatura di ingresso a 15 °C.
La piastra matrici viene riscaldata a 45 °C per garantire uno scorrimento ottimale del fuso sull’intera lunghezza dei componenti, caratterizzati da pareti sottili e da delicate strutture filigranate all’interno. Dopo il cambio piastra, viene collegata al canale caldo con spinotti per la connessione elettrica. Il concetto del cambio dei puntali applicato in tutti gli ugelli di iniezione laterale consente inoltre di sostituire i puntali stessi direttamente in macchina con tempi inattivi minimi. «Ciò significa che, se necessario, potremmo effettuare un cambio di puntali in modo rapido e semplice a stampo aperto» precisa Kai Maurer. «Il nostro concetto di cambio, però, significa che di solito possiamo eseguire gli interventi di manutenzione sugli ugelli e sulla piastra mentre viene prodotta l’altra parte dell’alloggiamento».
Dallo stampaggio alla finitura
Dal momento che si tratta di un processo estremamente sensibile, l’elevata affidabilità dell’isola di stampaggio a iniezione rappresenta un prerequisito importante per il controllo della qualità e le lavorazioni successive. Il processo prevede che le parti finite vengano rimosse dallo stampo mediante un sistema di movimentazione, e quindi controllate da un sistema di ispezione a videocamera impostato per verificare la conformità delle sagome e di tutti i perni e le alette di montaggio. Nel caso della parte superiore dell’alloggiamento, il pozzetto di raccolta del campione e la finestrella di visualizzazione del risultato dell’analisi vengono accuratamente misurate al livello di pixel.

L’impianto prevede quindi due stazioni di trasferimento: la prima viene caricata con la stampata finita controllata, mentre nella seconda le parti vengono rimosse in simultanea da un altro manipolatore, che successivamente le posiziona su un nastro trasportatore a movimento sincronizzato.
La sincronizzazione precisa del nastro trasportatore è fondamentale per il successivo processo di finitura. Le due parti dell’alloggiamento vengono bloccate sul nastro mediante aspirazione, quindi stampate a due colori mediante un sistema tampografico. È evidente che anche il più piccolo errore di sincronizzazione può comportare la sbavatura dell’inchiostro con i conseguenti difetti di stampa. La qualità della stampa e delle superfici viene controllata durante la successiva ispezione con videocamera su ciascun singolo pezzo.

Per evitare ogni interferenza con il ciclo produttivo, le parti conformi vengono prelevate direttamente dal nastro trasportatore, mentre quelle difettose vengono espulse da un soffio d’aria compressa che agisce dal lato inferiore del nastro trasportatore.
Lo stampo è stato installato su una pressa a iniezione Sumitomo (SHI) Demag El-Exis, con forza di chiusura di 150 tonnellate, che opera con un tempo ciclo di 13 secondi. Dopo aver messo a punto le stazioni di controllo qualità e stampa tampografica, la produzione in serie è iniziata a maggio 2019. Finora sono stati prodotti quasi 30 milioni di pezzi senza alcun problema.
Sostituendo la tecnologia a otturazione con l’iniezione laterale, un produttore di dispositivi medicali è riuscito a ridurre i costi dello stampo senza scendere a compromessi sulla qualità del prodotto
dida
Stampo per la produzione dell’alloggiamento inferiore. Sul lato del canale caldo viene cambiata solo la piastra, mentre il semistampo canale caldo rimane sulla pressa a iniezione
——-
dida
——-
dida





