
Gestire la pressione in cavità significa rendere più ripetibili la pelle, la microstruttura e la stabilità dimensionale. La tecnologia GCP (Gas Counter Pressure) amplia la finestra operativa nello stampaggio a iniezione, nel riciclo di materiali post consumo e nei processi microcellulari, riducendo i difetti legati a gas e volatili.
di Marco Sorgato, Università di Padova
Negli ultimi anni lo stampaggio a iniezione ha visto crescere i requisiti che rendono “più visibili” fenomeni che prima restavano marginali: estetica più stringente (gloss uniforme, assenza di striature, linee di flusso meno marcate), tolleranze dimensionali più strette e un incremento dell’impiego di materiali riciclati post consumo (PCR). In parallelo, molti componenti si stanno alleggerendo o assottigliando: si lavora più spesso vicino ai limiti di riempimento e si riducono i margini per compensare la variabilità della materia prima e del processo.
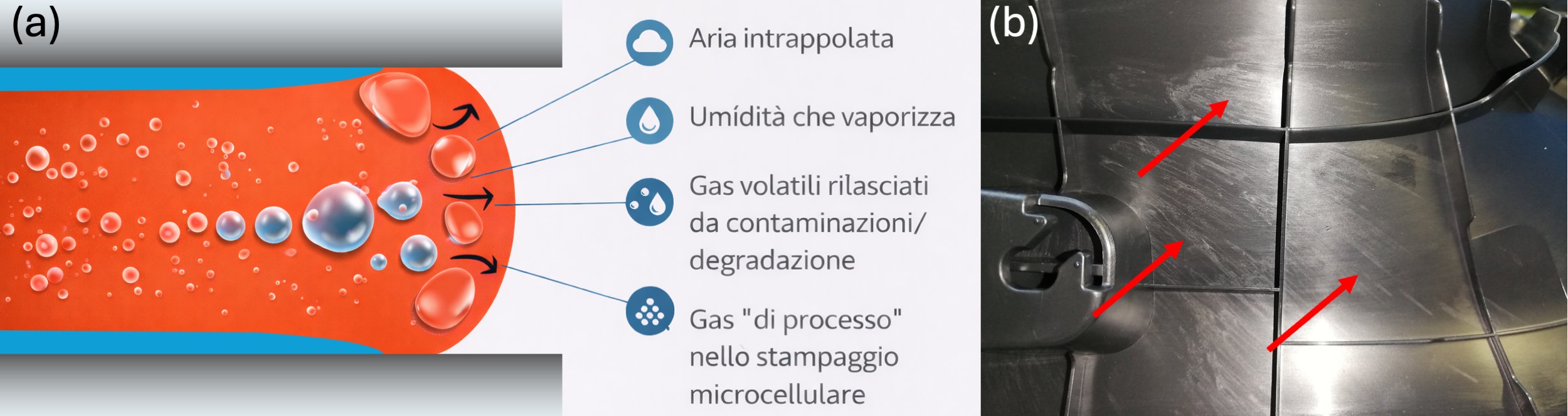
In questo contesto, diversi difetti diventano ricorrenti perché hanno una radice comune: la presenza di gas che si separa dal fuso al momento sbagliato. Può trattarsi di aria intrappolata, di umidità che vaporizza, di volatili rilasciati da contaminazioni o da degradazione (tipico nei PCR), oppure di gas “di processo” nello stampaggio microcellulare (vedi figura 1). Le leve tradizionali restano indispensabili (profilo d’iniezione, punto di commutazione, fase di impaccamento e temperature), ma quando il problema è la pressione al fronte di flusso e la sua evoluzione nel tempo, intervenire solo con settaggi standard comporta spesso compromessi: si migliora un difetto e se ne apre un altro.
Il processo GCP (Gas Counter Pressure) si colloca proprio qui: non come alternativa al controllo classico, ma come tecnologia abilitante quando la variabile critica è la storia di pressione in cavità e la sua influenza su pelle, nucleazione e ripetibilità.
Come funziona
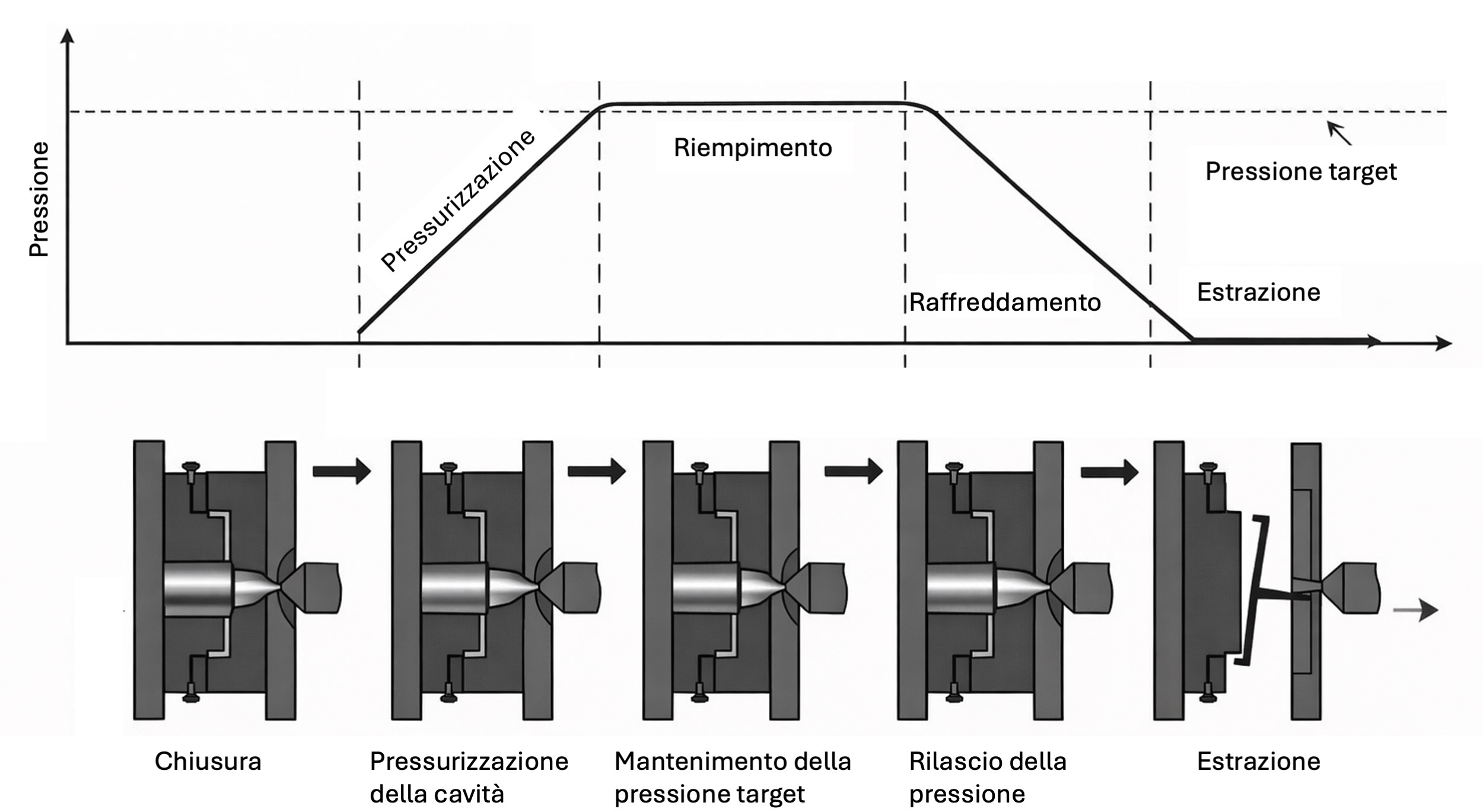
Il principio è semplice: pressurizzare la cavità con un gas (tipicamente azoto) durante una finestra definita del ciclo, e poi rilasciare la contropressione in modo controllato. Il GCP introduce una fase di pressurizzazione controllata della cavità, che può iniziare poco prima del riempimento o accompagnarne le prime fasi.
La contropressione viene poi mantenuta per il tempo necessario a stabilizzare lo strato superficiale e a rendere più prevedibile l’evoluzione del fronte di flusso; successivamente viene rilasciata in un istante definito – e, quando serve, con una rampa – così da “collocare” la decompressione nella finestra più favorevole rispetto all’obiettivo di processo. Da quel momento, il ciclo prosegue con il raffreddamento e la solidificazione, come nello stampaggio convenzionale, ma con una storia di pressione in cavità più disciplinata (figura 2).
Dal punto di vista fisico, il GCP lavora su due aspetti:
- Aumenta la pressione locale al fronte di flusso e nello strato prossimo alla parete, rendendo meno probabile la separazione di gas in bolle/celle nel momento in cui la pelle solida si sta formando.
- Rende il passaggio di soglia più controllabile. In molti sistemi esiste una soglia locale oltre la quale il gas tende a restare disciolto nel fuso; quando la pressione scende sotto tale soglia, la miscela entra in sovrasaturazione e diventa favorevole l’innesco di nuclei (celle microcellulari o bolle da volatili/umidità). In pratica, il GCP sposta nel tempo e nello spazio l’istante in cui il materiale attraversa questa soglia. Così la nucleazione non “capita”, ma avviene in un punto e in una finestra più controllabili.
Questa differenza rispetto allo stampaggio convenzionale è importante: non si tratta di “fare più pressione”, ma di imporre una storia di pressione nel tempo all’interno della cavità coerente con l’obiettivo pelle-cuore e con la qualità superficiale.
Cosa cambia nel fuso
L’effetto più immediato del GCP è sulla cinematica del fronte di flusso e sulla qualità dello strato superficiale. Quando la cavità è pressurizzata, il fronte di flusso tende a essere meno sensibile alle microinstabilità locali: la separazione del gas vicino alla parete è più difficile, riducendo la probabilità che la pelle “nasca difettosa” già nei primi istanti del riempimento.
Tre conseguenze pratiche sono tipiche:
- Pelle più uniforme e coerente: minore variabilità di gloss, riduzione di striature e segni legati a microbolle superficiali (silver/splay) quando la causa è la presenza di gas vicino alla parete.
- Migliore riproduzione di dettagli e texture: quando il limite è un fronte disturbato da degassaggio o microporosità superficiale, stabilizzare la zona della pelle porta a una replica più consistente di microgeometrie e finiture.
- Robustezza di processo: la pressione in cavità diventa una variabile più “disciplinata”. Se la cavità vive una storia di pressione più controllata, diventa più ripetibile anche il modo in cui si manifestano (o non si manifestano) i difetti legati ai gas, con un vantaggio diretto su scarti e messa a punto del processo.
È importante chiarire cosa il GCP non fa automaticamente: non sostituisce un venting corretto né corregge un bilanciamento di riempimento sbagliato. Tuttavia, quando il difetto nasce dall’espansione di gas mentre la pelle è ancora vulnerabile, la contropressione agisce proprio sulla causa.
Dove conviene usarlo
Stampaggio di componenti estetici
Il GCP è particolarmente utile sui pezzi a vista quando il limite non è riempire, ma ottenere una superficie uniforme: silver streaks/splay, opacità disomogenea, gloss che varia tra zone diverse del pezzo.
Un caso molto interessante riguarda le linee di giunzione (weld line). Quando due fronti di flusso si incontrano, la pelle può risultare otticamente “debole” e più sensibile a microporosità o a degassaggio locale: la linea non è solo una discontinuità meccanica, ma spesso anche un difetto estetico amplificato da un consolidamento superficiale non coerente.
In questi casi la contropressione può rendere più stabile l’area d’incontro dei fronti, riducendo l’evidenza della linea di giunzione e la variabilità di gloss nella zona. Non è una cura universale: se la weld line è dominata da geometria, temperatura o sfiato insufficiente, il GCP da solo non la elimina; può però diventare una leva efficace quando la componente “gas/volatili + pelle” è parte del problema.
Riciclati post consumo (PCR)
Qui il tema è attuale e concreto: PP/PE post consumo e blend con contenuto di PCR possono rilasciare volatili legati a contaminazioni organiche, a residui di inchiostri e adesivi e alla degradazione. Il risultato tipico è una combinazione di difetti: silver streaks, bolle superficiali, bruciature locali, porosità interna e instabilità del fronte. Il GCP aiuta soprattutto in due modi:
- Riduce la tendenza al degassaggio spontaneo durante il filling, aumentando la pressione locale nello strato superficiale e, quindi, rendendo meno probabile la crescita di microbolle in superficie.
- Rende più robusta la finestra estetica in presenza di eterogeneità lotto-lotto, perché stabilizza una variabile chiave (l’andamento della pressione nel tempo in cavità) che, altrimenti, amplificherebbe la variabilità del materiale.
È però essenziale essere chiari: il GCP non “purifica” il PCR. Odori, contaminanti solidi e instabilità reologica restano temi di materia prima e di preparazione; la contropressione è una leva di processo che riduce l’impatto dei volatili sul pezzo, ma non elimina la loro origine.
Microcellulare (MuCell e affini)
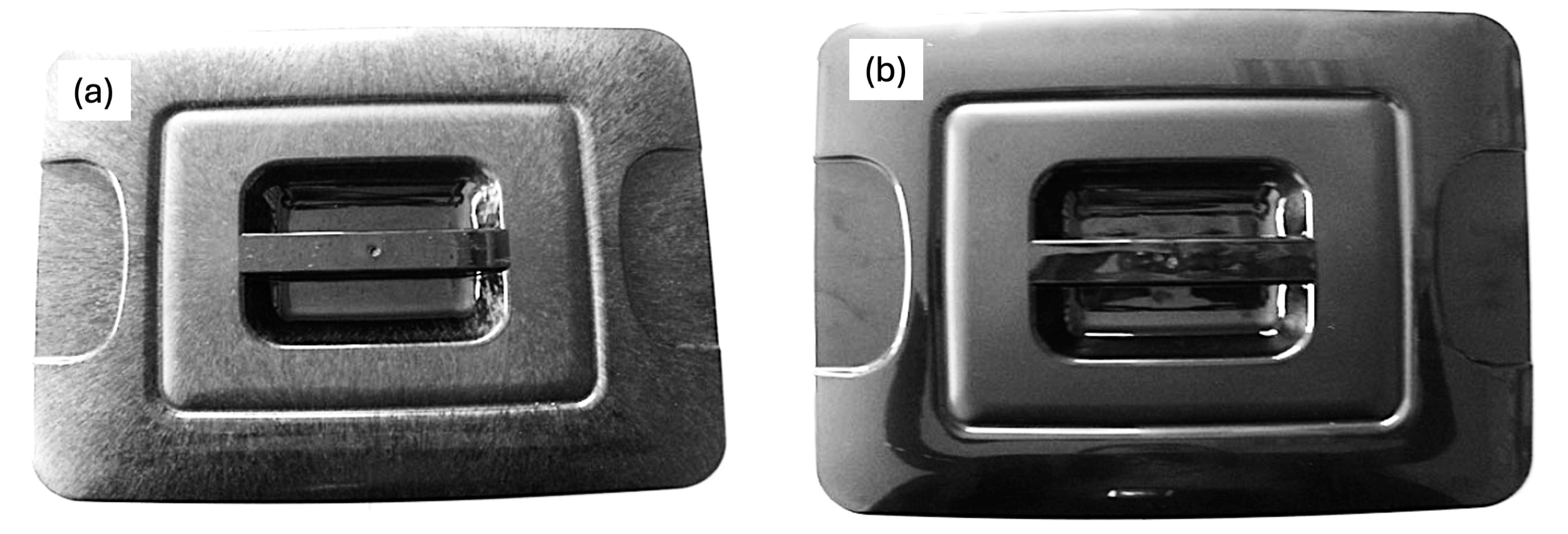
Nello stampaggio microcellulare, il GCP è una leva classica per ritardare la nucleazione vicino alla parete e aumentare la probabilità di ottenere una pelle continua con microstruttura confinata nel cuore. L’effetto industrialmente interessante è duplice: riduzione delle swirl marks e miglioramento della ripetibilità della morfologia (dimensione e densità delle celle), soprattutto quando la finestra estetica è stretta. Il valore aumenta quanto più la superficie è vincolante e quanto più si intende evitare la nucleazione precoce durante il riempimento (figura 3).
Parametri, stampo e impianto
I parametri GCP non sono molti, ma sono accoppiati: livello di contropressione, durata, istante di rilascio e rampa di rilascio. In particolare, il rilascio è spesso la vera “manopola”: un rilascio troppo brusco può introdurre una decompressione locale che favorisce la nucleazione o la crescita indesiderata; un rilascio troppo tardivo può spostare l’evento in una finestra meno favorevole o richiedere compensazioni sulla pressa.
L’interazione con il set-up convenzionale è centrale:
- Profilo di iniezione e commutazione: il GCP modifica la storia della pressione, quindi va “accordato” al punto di commutazione. L’obiettivo è evitare che il processo diventi intermittente: stesso pezzo, stessa storia P(t), stessa qualità.
- Temperatura stampo e fuso: una pelle che solidifica più lentamente resta più esposta all’interferenza dei gas; il processo GCP può proteggere, ma il bilanciamento termico resta parte della finestra.
- Geometria (spessori, nervature, gate): la distribuzione della pressione in cavità dipende dal percorso; il GCP funziona meglio quando la pressurizzazione è uniforme e la cavità non presenta zone “isolate” in cui la pressione effettiva diverge.
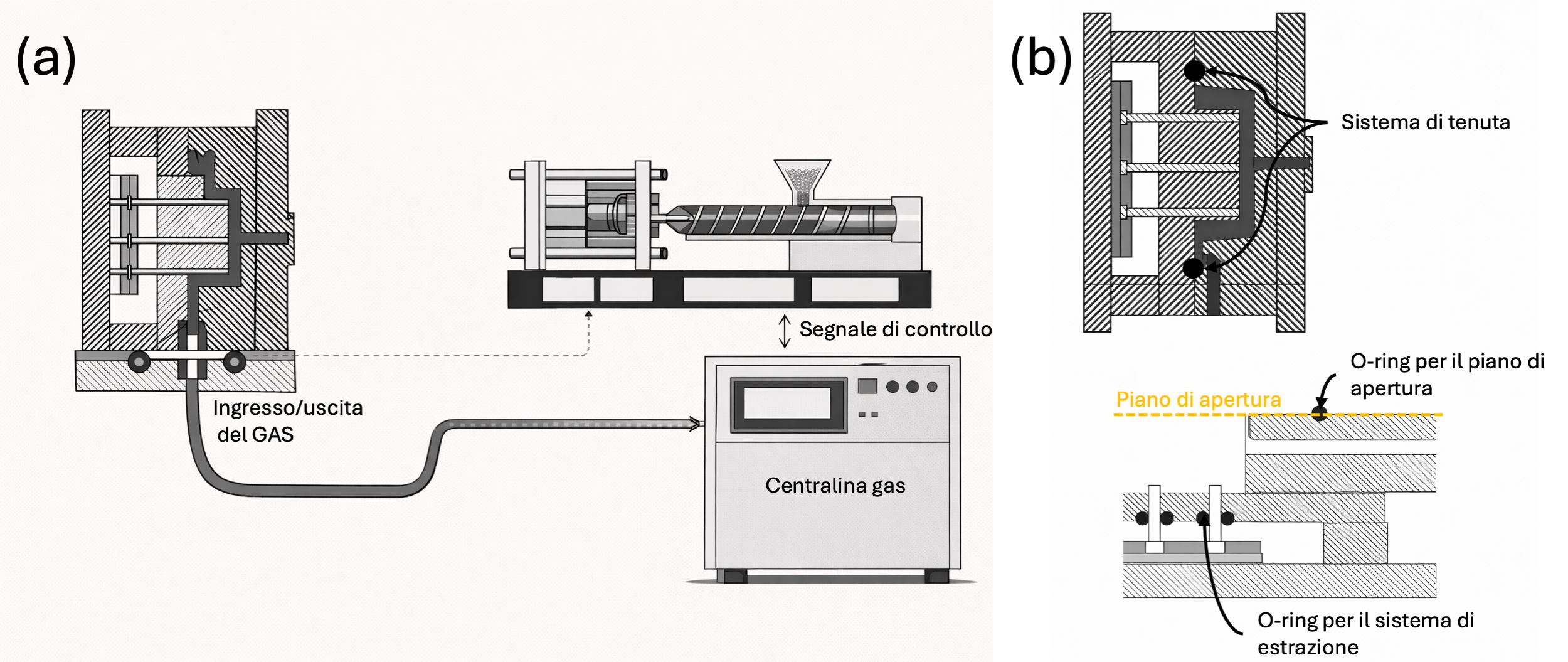
Dal lato stampo, la parola chiave è tenuta. Un GCP efficace richiede sistemi di tenuta progettati per evitare che la contropressione si traduca in perdita: piani di chiusura, estrattori, carrelli e sfiati diventano punti sensibili. Gli ingressi del gas vanno posizionati per pressurizzare in modo uniforme; la compatibilità con i canali caldi va valutata caso per caso, soprattutto per i percorsi di fuga e la gestione delle tenute.
Dal lato dell’impianto, servono: un’unità a gas con regolazione stabile, valvole rapide e una logica di controllo ripetibile. La misurazione della pressione in cavità è un plus perché consente di controllare ciò che davvero conta: non il setpoint “a monte”, ma la pressione reale che il fronte di flusso vive durante il riempimento della cavità (figura 4). La sicurezza è parte integrante della progettazione: interblocchi, gestione delle perdite, procedure di avviamento e manutenzione.
Stabilità dimensionale
Il GCP non è solo estetica. Rendendo più uniforme la pressione in cavità durante il riempimento e nelle fasi immediatamente successive, si tende a ridurre le differenze locali di compattazione: alcune zone del pezzo non risultano più “impaccate” di altre solo perché hanno vissuto un andamento di pressione diverso. Questo può tradursi in un ritiro più omogeneo lungo il percorso di flusso e, di conseguenza, in una minore propensione a imbarcamenti e torsioni su geometrie lunghe o con un forte rapporto lunghezza/spessore, nervature e cambi di spessore.
Inoltre, una pelle che si forma in modo più coerente può ridurre le differenze di orientazione e le tensioni residue nello strato superficiale, con benefici sulla stabilità a caldo e nel post stampaggio. Va però letto nel modo corretto: se il difetto dimensionale nasce da un bilanciamento termico non simmetrico, da un raffreddamento disuniforme o da una posizione del gate non coerente, il GCP migliora la ripetibilità, ma non elimina la causa primaria.
Quando conviene
In sintesi, il GCP è una tecnologia abilitante perché amplia la finestra di processo quando il limite non è riempire, ma controllare i gas e la storia di pressione al fronte. È qui che diventa trasversale: componenti estetici, riciclati post consumo e stampaggio microcellulare condividono lo stesso punto critico.
Vale la pena investire quando i difetti sono guidati da pelle e degassaggio (silver/splay, gloss instabile, bolle superficiali), oppure quando la variabilità del materiale rende troppo stretta la finestra ottenibile con le sole leve tradizionali.
È meno giustificato se il problema principale è geometrico/termico (raffreddamento non simmetrico, bilanciamento dei canali, posizione del gate non corretta): in questi casi il GCP può migliorare la ripetibilità, ma non sostituisce la correzione della causa.
Le controindicazioni sono concrete: costo e complessità impiantistica, maggiore sensibilità alla tenuta stampo e ai punti di fuga (piani di chiusura, estrattori, carrelli), necessità di sincronizzare il timing e la rampa di rilascio per evitare decompressioni “aggressive” e il rischio di ridurre la capacità diagnostica se viene usato per compensare problemi di sfiato o di materia prima. In altre parole, il GCP è efficace quando viene adottato come controllo della pressione in cavità; diventa inefficiente quando viene trattato come una scorciatoia.
(Articolo tratto dalla rivista Plastix di marzo 2026)






