
Nello stampaggio a iniezione, la fase di raffreddamento dalla temperatura d’iniezione a quella di sformatura determina la durata del ciclo di produzione. È necessario dissipare il calore dai pezzi complessi, dove i carichi termici localizzati possono risultare difficili da gestire. Tuttavia, la foratura convenzionale limita la posizione dei canali di raffreddamento e, di conseguenza, limita il controllo del calore nelle zone critiche. Ciò porta a instabilità termica, specialmente nei pezzi con spessori delle pareti irregolari o con accumuli localizzati di calore.
La manifattura additiva (AM) affronta questa limitazione sin dall’inizio, modificando il modo in cui vengono progettati i canali di raffreddamento. I canali che si adattano alla forma del pezzo possono dissipare il calore in modo più uniforme e ridurre i punti caldi. In applicazioni adeguate, ciò può ridurre il tempo di raffreddamento fino al 30%. Tuttavia, l’estrazione del calore rimane determinata dalle proprietà termiche e fisiche del materiale dello stampo: l’ottimizzazione geometrica da sola non garantisce un controllo uniforme della temperatura.
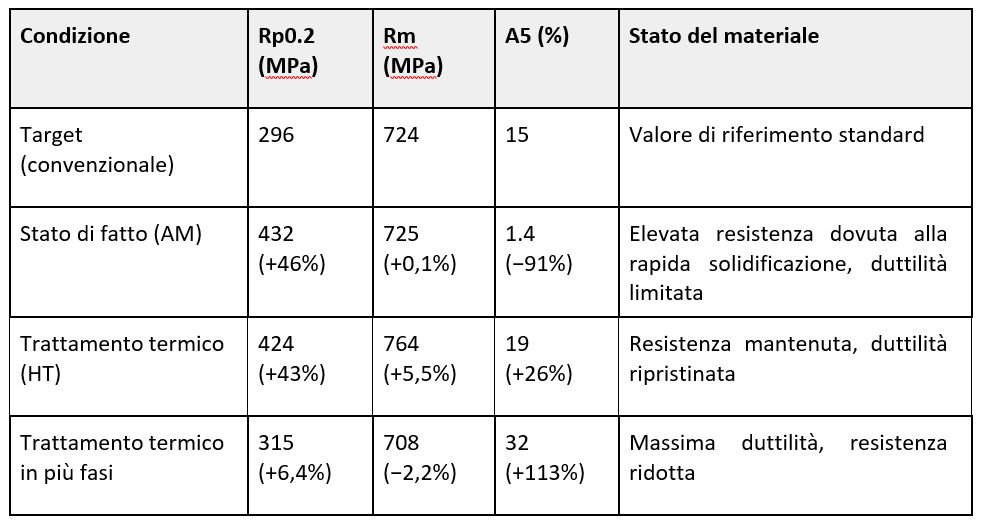
I bronzi alluminio (o cuprallumini) come Ampco® 18 di Ampco Metal eccellono in queste condizioni grazie alla loro combinazione di resistenza e duttilità. Il materiale prodotto in modo convenzionale può fornire una resistenza allo snervamento media di circa 296 MPa e una resistenza a trazione intorno ai 724 MPa, con un allungamento del 15% circa. Ciò è supportato da una struttura a grana compatta e da una distribuzione di fase stabile.
I vantaggi dell’additive manufacturing e del trattamento termico successivo
L’AM a base di polveri introduce un percorso di solidificazione diverso per i bronzi alluminio, che porta a una microstruttura speciale e raffinata, la quale aumenta il limite di snervamento, ma limita la duttilità.
Il successivo trattamento termico modifica questa condizione attraverso la distensione e la ridistribuzione delle fasi, consentendo una regolazione controllata delle proprietà meccaniche. La tabella 1 mostra queste condizioni.
Grazie a un trattamento termico ottimizzato, i componenti in Ampco® 18 realizzati con la stampa 3D raggiungono un equilibrio ottimale delle proprietà, tra cui un aumento del 26% dell’allungamento e un incremento del 5,5% della resistenza a trazione, mantenendo al contempo un limite di snervamento superiore del 43% rispetto alle specifiche previste.
Ciò è coerente con la riduzione della durezza da circa 270-285 HBW allo stato grezzo a 210–240 HBW dopo il trattamento termico, indicando una riduzione delle sollecitazioni interne e una migliore capacità di deformazione plastica. Il risultato è un profilo delle proprietà controllabile.
La produzione additiva (AM) consente di realizzare Ampco® 18 in geometrie complesse, mantenendo la capacità di carico e le proprietà anti-grippaggio richieste in condizioni termiche cicliche. Per i produttori di stampi e i progettisti di componenti, ciò si traduce in prestazioni prevedibili e un comportamento affidabile in applicazioni esigenti.






