
Non solo alleggerimento: la vera sfida dell’espansione fisica si gioca oggi sulla stabilità della microstruttura. Un percorso tecnico attraverso i parametri critici di processo per garantire qualità superficiale e precisione dimensionale nelle applicazioni più esigenti
di Marco Sorgato, Università di Padova
Nello stampaggio a iniezione, la riduzione della massa non rappresenta un obiettivo isolato, ma una variabile che influenza drasticamente riempimento, mantenimento, ritiro e stabilità dimensionale del ciclo. In questo scenario, l’espansione fisica (o schiumatura fisica) microcellulare non interviene solo sulla densità del manufatto, ma altera la risposta volumetrica durante le fasi di compattazione e raffreddamento.
L’efficacia della tecnologia emerge nelle geometrie critiche per contrazione volumetrica: spessori elevati, nervature, boss e variazioni di sezione, dove risucchi e deformazioni costituiscono il vincolo progettuale primario.
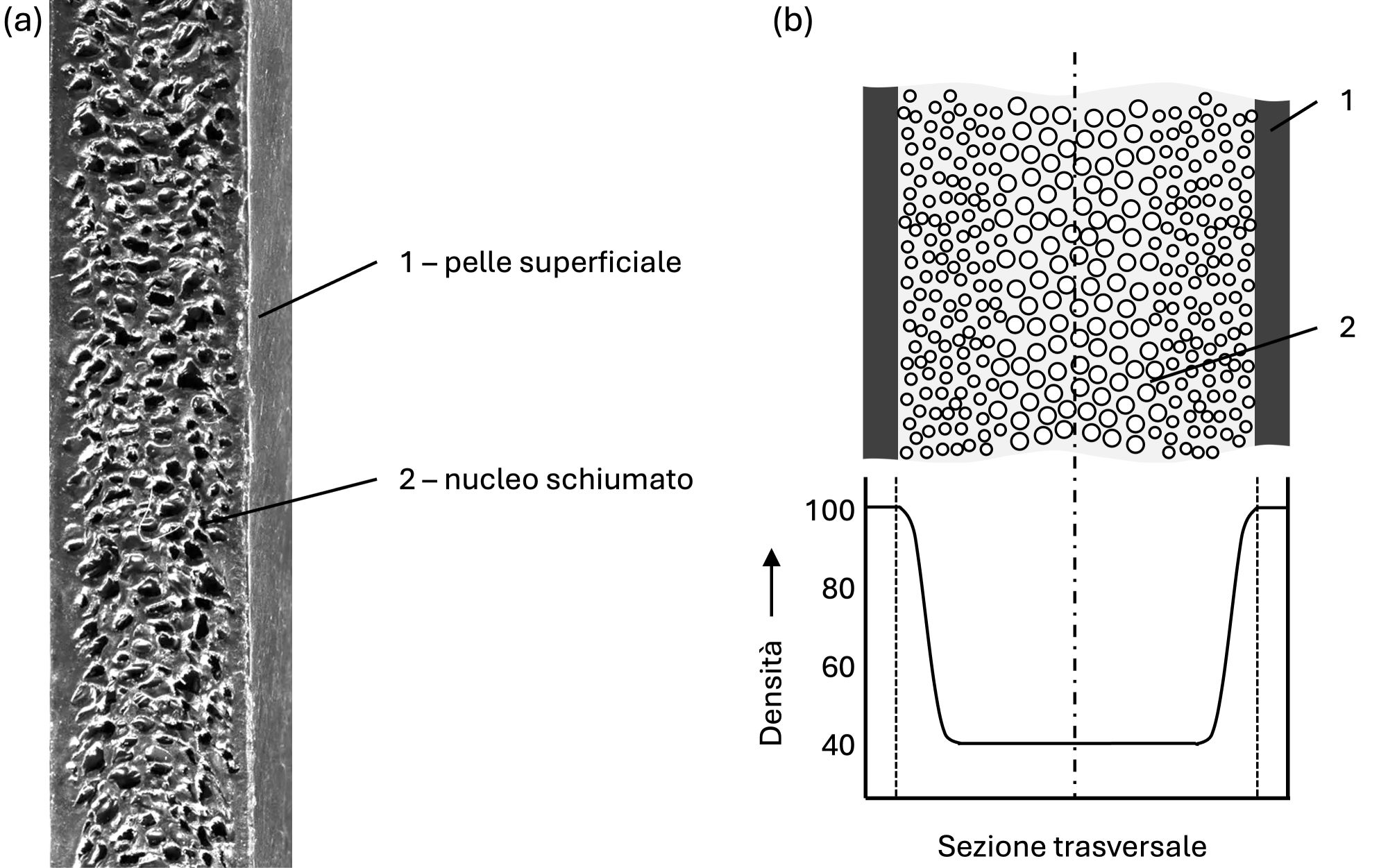
Il target tecnico non risiede in una porosità generica, bensì in una struttura sandwich pelle-cuore controllata: pelle compatta e nucleo microcellulare (vedi figura 1). L’espansione interna compensa parte della contrazione volumetrica, svincolando parzialmente il processo dall’impaccamento tradizionale. Tuttavia, il vantaggio competitivo è subordinato al confinamento della microstruttura; una gestione errata della “leva” volumetrica può generare instabilità dimensionale e un decadimento della qualità superficiale.
La sequenza di processo: analisi termodinamica e punti di controllo
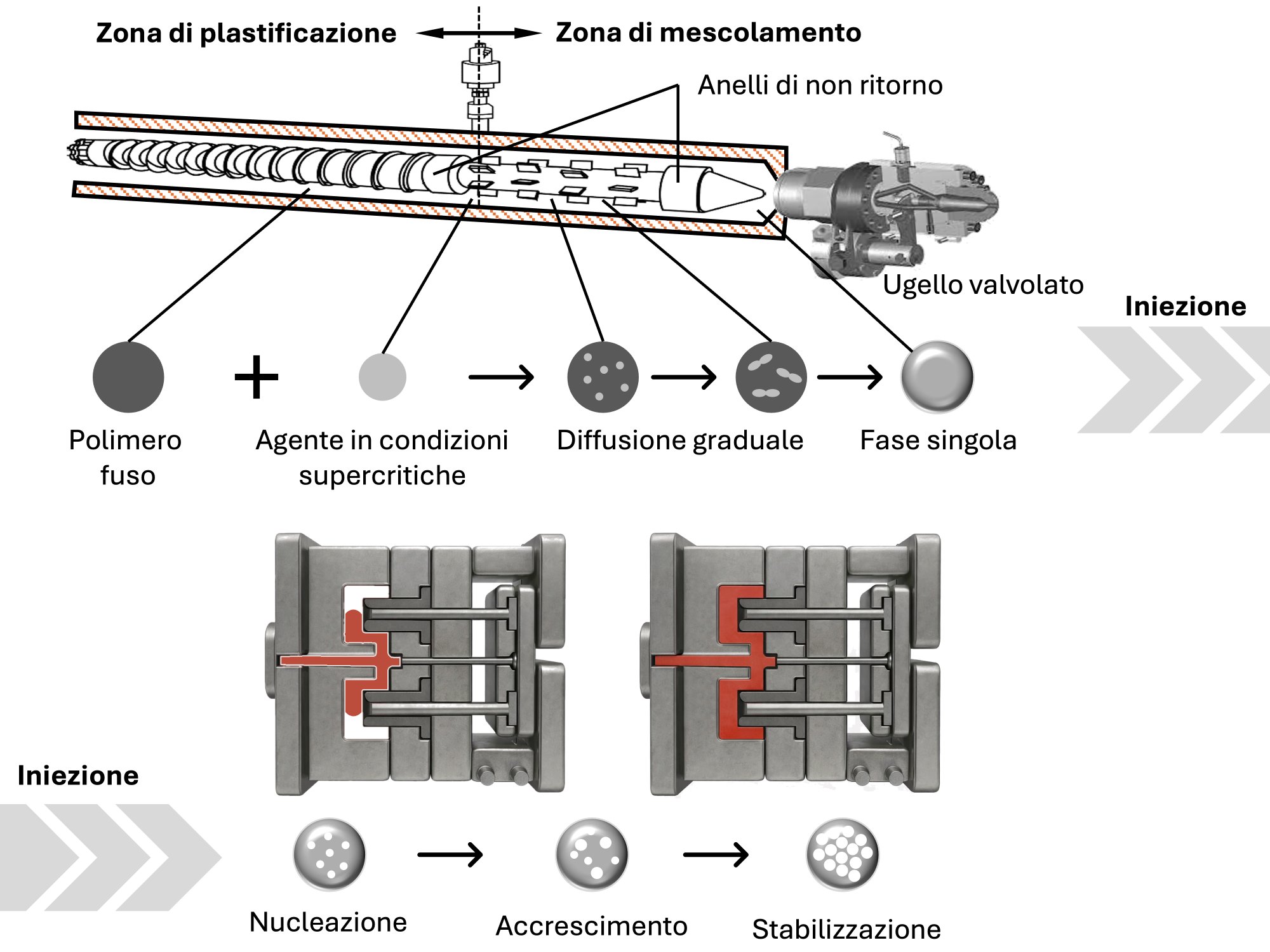
Nello stampaggio microcellulare, l’agente espandente viene introdotto in fase di plastificazione come fluido supercritico per essere solubilizzato nel polimero fuso; l’azoto (N2) e l’anidride carbonica (CO2) restano i gas di elezione per l’impiego industriale. Il fenomeno può essere suddiviso in quattro stadi: soluzione, nucleazione, crescita e congelamento (figura 2).
Fase 1 – Soluzione: formazione della miscela monofase
Il prerequisito è la creazione di una soluzione monofase stabile e omogenea, in cui il gas sia completamente disciolto e uniformemente distribuito nel fuso. In questa fase l’obiettivo non è la generazione delle celle, ma la prevenzione di una nucleazione prematura. Sono pertanto necessari un trasferimento di massa efficiente e condizioni di pressione e temperatura compatibili con la stabilità termodinamica della miscela.
In questo stadio, la precisione della pressa è determinante: la ripetibilità della plastificazione, la tenuta della valvola di non ritorno e la costanza del cuscino definiscono la qualità della condizione iniziale. Una soluzione disomogenea comporta variazioni locali della concentrazione di gas che alterano non solo il peso del pezzo, ma anche la densità di nucleazione.
Fase 2 – Nucleazione: sovrasaturazione per caduta di pressione
La nucleazione avviene quando la soluzione perde stabilità e si formano i primi nuclei cellulari. Il meccanismo dominante è la sovrasaturazione indotta dalla decompressione: il repentino calo di pressione separa il gas dalla fase polimerica. Ugello e gate generano una perdita di carico localizzata; l’innesco critico si manifesta solitamente a valle del gate, all’ingresso in cavità, dove il materiale supera la soglia di stabilità. Sebbene la temperatura e lo stato reologico modulino la cinetica del fenomeno, la distribuzione spaziale dei nuclei dipende principalmente dal profilo di pressione durante il riempimento.
Fase 3 – Crescita: dinamica di diffusione e stabilità della microstruttura
Una volta nucleate, le celle evolvono per diffusione del gas e per espansione volumetrica. La morfologia finale (fine o grossolana) dipende dalla capacità del polimero di stabilizzare l’interfaccia cella-fuso, proprietà strettamente legata a viscosità, elasticità e melt strength (la resistenza del polimero fuso in estensione: quanto il fuso riesce a sostenere una deformazione “di trazione” senza assottigliarsi rapidamente e rompersi, ndr).
Una melt strength insufficiente favorisce fenomeni di coalescenza (fusione di microcelle in macrocelle), aumentando i gradienti di densità e la visibilità del difetto in superficie. Una crescita instabile restringe drasticamente la finestra operativa: minime variazioni di temperatura o di umidità del materiale si traducono in differenze morfologiche macroscopiche. Per questo, l’attenzione si sposta sulla qualità della materia prima: la presenza di volatili, il grado di stabilizzazione termica e la variabilità dei materiali riciclati.
Fase 4 – Congelamento: consolidamento e confinamento
La morfologia si consolida durante la solidificazione del polimero. Il congelamento determina lo spessore della pelle compatta e garantisce il confinamento della fase espansa nel cuore del manufatto. Il criterio guida è la gerarchia temporale: la pelle deve consolidarsi meccanicamente prima che la crescita cellulare interessi le zone adiacenti alle pareti dello stampo.
Scelta del gas: morfologia ottenibile e robustezza
La scelta tra N2 e CO2 non risponde a criteri di intercambiabilità, poiché i due gas interagiscono in modo diverso con la matrice polimerica. L’anidride carbonica presenta generalmente una solubilità superiore e un effetto di plasticizzazione più marcato. Questa interazione riduce sensibilmente la viscosità del fuso, migliorando il riempimento della cavità e consentendo di ridurre le pressioni di iniezione. Tuttavia, l’elevata affinità gas-polimero si traduce in una cinetica di crescita più rapida; se la melt strength del polimero non è ottimale, aumenta il rischio di coalescenza cellulare e la sensibilità del processo a fattori di disturbo esterni.
L’azoto manifesta solitamente una solubilità inferiore e una capacità di plasticizzazione contenuta. La dinamica di crescita risulta meno aggressiva, favorendo spesso l’ottenimento di microstrutture più fini. Al momento della decompressione, l’N2 può generare livelli di sovrasaturazione più elevati, aumentando la densità di nucleazione e riducendo il diametro medio delle celle. Il limite operativo risiede nella stabilità della soluzione: con l’azoto, la ripetibilità della plastificazione diventa critica. In conclusione, non esiste un criterio di selezione universale; la scelta tecnica deve scaturire dal bilanciamento tra gas, polimero e requisiti del manufatto.
Approcci tecnologici e strategie di controllo
La schiumatura fisica microcellulare comprende un ecosistema di soluzioni tecniche, il cui standard industriale consiste nell’iniezione di fluido supercritico (SCF) in fase di plastificazione. L’evoluzione tecnologica punta oggi sulla gestione della pressione in cavità e sulla qualità superficiale.
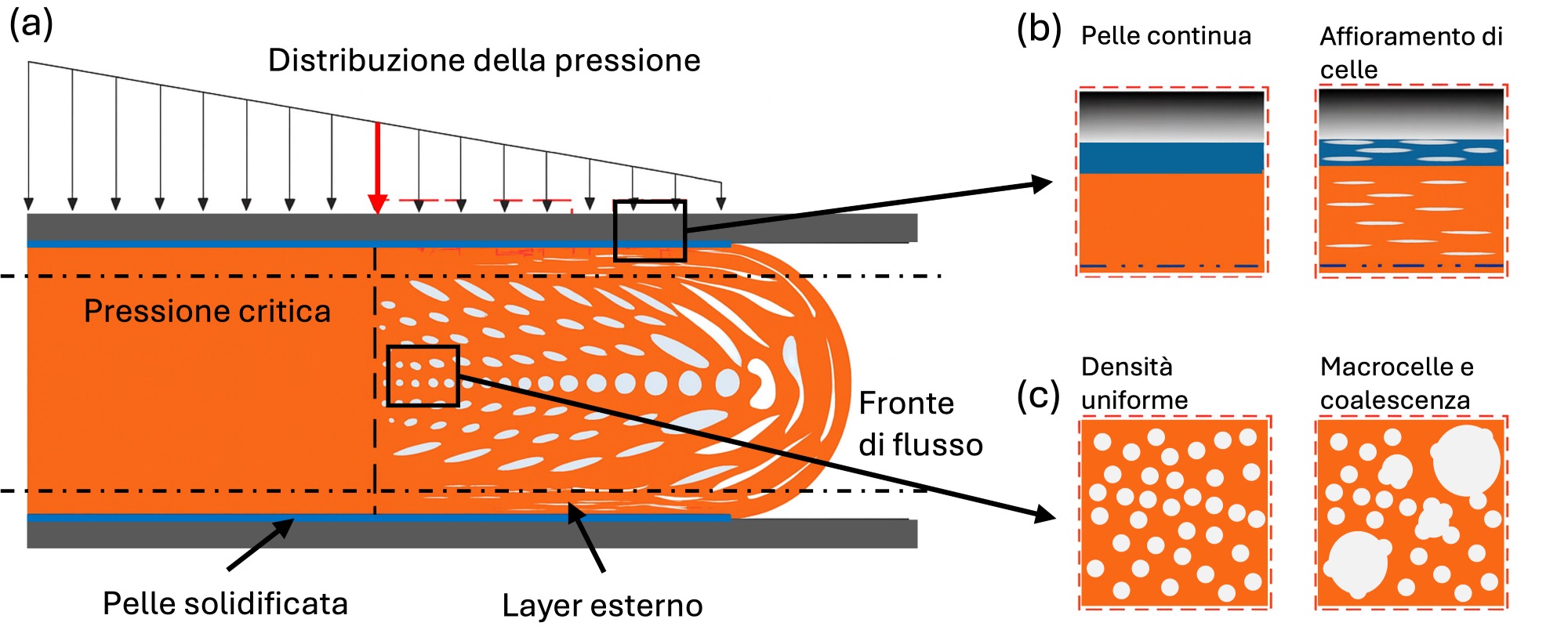
La figura 3a evidenzia il vero snodo del processo: la nucleazione non dipende solo da “quanta pressione c’è”, ma anche da quando e con quale rapidità il fuso supera una soglia di stabilità della soluzione gas–polimero. In termini fisici, la “pressione critica” è la pressione di saturazione della soluzione alle condizioni locali: oltre tale soglia il gas resta disciolto, sotto di essa la miscela entra in sovrasaturazione e si innesca la formazione di nuclei cellulari.
Per questo, nello stampaggio microcellulare conta la storia della pressione in cavità, non solo il valore massimo: il gradiente dP/dt e la forma del profilo (riempimento, commutazione, eventuale mantenimento) determinano la posizione e l’intensità della nucleazione.
Nelle applicazioni estetiche, in cui la finitura superficiale è un requisito vincolante, l’obiettivo di processo è mantenere una pelle continua ed evitare l’affioramento delle celle nello strato superficiale (figura 3b). Per questo si adottano soluzioni specifiche, quali la contropressione in cavità o la gestione termica dinamica.
Contropressione in cavità (Gas Counter Pressure, GCP)
Consiste nell’applicare una contropressione gassosa controllata durante il riempimento per inibire la nucleazione nelle vicinanze delle pareti. Ritardando la caduta di pressione locale, si mantiene più a lungo la stabilità della soluzione monofase nello strato superficiale e si aumenta la probabilità che la pelle solidifichi in modo continuo prima che l’espansione del cuore diventi significativa (figura 3b). Inoltre si riducono le condizioni favorevoli alla crescita disomogenea e alla coalescenza nel volume interno (figura 3c).
Gestione termica dinamica (Variotherm, RMHC)
L’adozione di cicli rapidi di riscaldamento e raffreddamento dello stampo consente di gestire la finestra temporale di consolidamento della pelle, incidendo direttamente sulla qualità superficiale del manufatto. I sistemi RMHC consentono di portare la temperatura della cavità oltre la temperatura di transizione vetrosa (Tg) durante il riempimento e di ridurla rapidamente durante il raffreddamento. L’elevata temperatura superficiale riduce la comparsa di difetti tipici e può aumentare il gloss. Mantenendo lo strato di pelle sopra Tg durante il riempimento, il gas in prossimità della parete tende a ridissolversi nel fuso, anziché nucleare in microcelle visibili (figura 3b).
Diagnostica di processo: correlazione tra fenomenologia, fasi e parametri
Un approccio metodologico al troubleshooting impone la distinzione tra difetti volumetrici e difetti superficiali (pelle).
Difetti volumetrici: instabilità della microstruttura
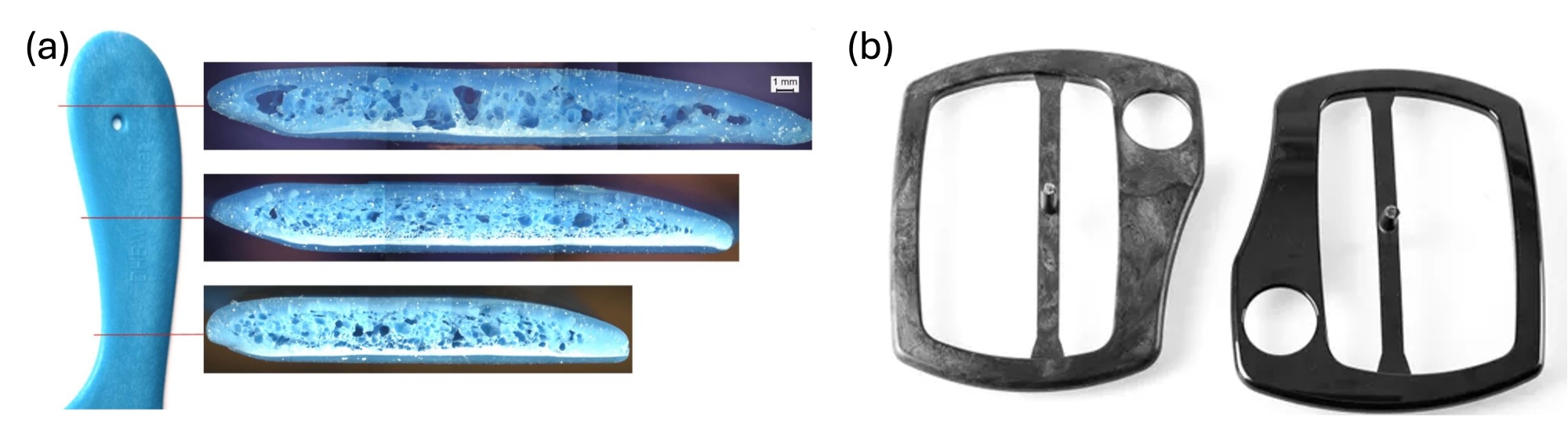
La presenza di macrocelle, fenomeni di coalescenza e gradienti di densità non uniformi è riconducibile a una fase di crescita instabile (figura 4a). In questa condizione, l’energia libera legata all’espansione del gas supera la capacità della matrice polimerica di stabilizzare l’interfaccia cella-fuso. Le variabili che governano questo equilibrio includono:
- Temperatura del fuso: incide direttamente sulla melt strength e sulla viscoelasticità del polimero.
- Dinamica termica: la temperatura dello stampo e i tempi ciclo definiscono la finestra temporale concessa alla crescita prima del congelamento.
- Parametri del gas: concentrazione e tipologia dell’agente espandente.
- Compressione residua: l’eventuale fase di mantenimento può comprimere la microstruttura, alterandone la morfologia finale.
Difetti di pelle: integrità superficiale e innesco
Striature superficiali (swirl mark), opacità localizzate e instabilità del grado di lucentezza (gloss) sono segnali di una nucleazione precoce o di una crescita cellulare che interferisce con il consolidamento dello strato superficiale (figura 4b).
Per proteggere l’estetica, le leve d’intervento più efficaci sono:
- Profilo di iniezione e di commutazione: controllano la storia di pressione (dP/dt) e la velocità del fronte di flusso, determinando dove e quando avviene la transizione di fase.
- Gestione termica locale: accelera la formazione della pelle solida per “congelare” la superficie prima dell’espansione del cuore.
- Gas Counter Pressure (GCP): ove disponibile, rappresenta lo strumento più incisivo per ritardare l’innesco e confinarlo lontano dalle pareti dello stampo.
Progettare la robustezza: i quattro pilastri del controllo di processo
Riassumendo, nell’espansione fisica microcellulare la robustezza operativa è garantita quando vengono soddisfatte simultaneamente quattro condizioni:
- A monte: la soluzione gas-polimero è mantenuta in uno stato termodinamico stabile e ripetibile.
- Iniezione: la storia di pressione in cavità assicura un innesco della nucleazione coerente e localizzato.
- Crescita: le proprietà reologiche del materiale stabilizzano l’espansione, prevenendo la coalescenza e gradienti di densità marcati.
- Congelamento: la pelle superficiale viene protetta e consolidata mediante un controllo termico efficiente e, se necessario, l’applicazione di contropressione in cavità.
(Articolo tratto dalla rivista Plastix di febbraio 2026)



