Stabilità termica, proprietà elettriche e bassa sensibilità all’umidità: perché le leghe a base di PPE/PPO restano una scelta di equilibrio tra prestazioni e trasformabilità.
di Giovanni Lucchetta, Università di Padova
La temperatura di transizione vetrosa, Tg, è la soglia che separa un comportamento rigido da uno progressivamente più cedevole. Non è un punto di fusione né coincide con la temperatura massima d’impiego, ma è un indicatore molto efficace di quanto facilmente una catena polimerica riesca a muoversi. La Tg, infatti, è legata alla mobilità segmentale: quando la catena può ruotare e riassestarsi con facilità, l’ammorbidimento avviene prima; quando i movimenti sono ostacolati, serve più energia termica e la Tg sale.
Da cosa dipende questa mobilità? In gran parte dalla rigidità della backbone, ossia della spina dorsale della macromolecola. Una catena flessibile, con molti gradi di libertà rotazionale, si adatta più facilmente e passa prima a un comportamento gommoso. Al contrario, una backbone rigida limita i movimenti conformazionali e rende più difficile la riorganizzazione della catena: l’effetto pratico è un materiale che mantiene modulo e rigidità fino a temperature più elevate.
L’idea di irrigidire la backbone per spostare verso l’alto la Tg è stata proprio la leva che, negli Anni Cinquanta del secolo scorso, spinse i ricercatori della General Electric a cercare nuove strutture polimeriche rigide ma ancora trasformabili. In quel contesto sono stati sviluppati il polietere di fenilene (PPE) e l’ossido di polifenilene (PPO), più spesso noti con il nome commerciale Noryl, marchio registrato dell’azienda chimica Sabic. Nel seguito dell’articolo si utilizzerà la sigla più generale, PPE, per indicare entrambe le classi chimiche.
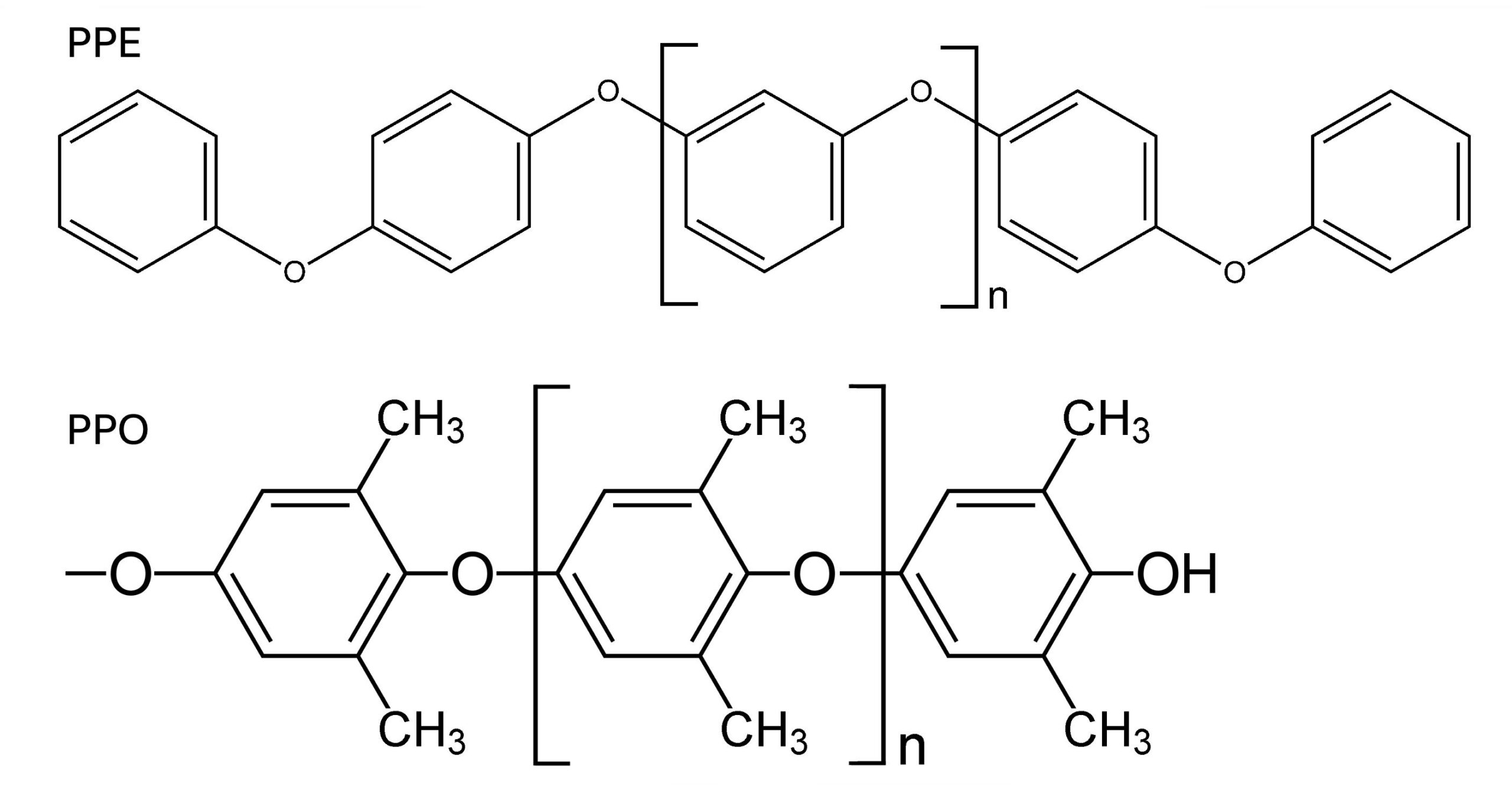
La catena del PPE presenta una forte componente aromatica e legami etere (vedi figura 1): gli anelli aromatici sono unità rigide e poco deformabili, mentre i legami etere collegano i segmenti senza ammorbidire eccessivamente la struttura. Il risultato è una backbone intrinsecamente rigida, con bassa mobilità segmentale e, di conseguenza, una Tg elevata.
Questa elevata Tg, però, porta con sé un paradosso tipico di molti polimeri termoplastici rigidi: il vantaggio in esercizio non si traduce automaticamente in una facilità di trasformazione. Il PPE, soprattutto nella forma non modificata, presenta infatti una viscosità del fuso molto elevata. In pratica, per farlo scorrere e riempire lo stampo servono temperature e velocità di deformazione (shear rate) impegnative, con il rischio di degradazione termica e ossidativa se il tempo di permanenza o l’atmosfera di processo non sono controllati. È uno di quei casi in cui il materiale nasce per resistere al calore, ma proprio questa rigidità molecolare rende più difficile ottenere, in produzione, un processo stabile e ripetibile.
La svolta industriale è arrivata quando si è capito che il PPE poteva essere addomesticato attraverso la miscelazione con polimeri stirenici. L’elemento decisivo è che PPE e polistirene (e, più in generale, alcune matrici stireniche) possono formare leghe compatibili, cioè miscele che non si separano in due fasi macroscopiche come accade in molti altri accoppiamenti di polimeri. In questo modo la resina mantiene una parte importante delle prestazioni termiche e dimensionali legate alla rigidità della catena, ma acquisisce una lavorabilità molto più gestibile con le tecnologie industriali tradizionali.
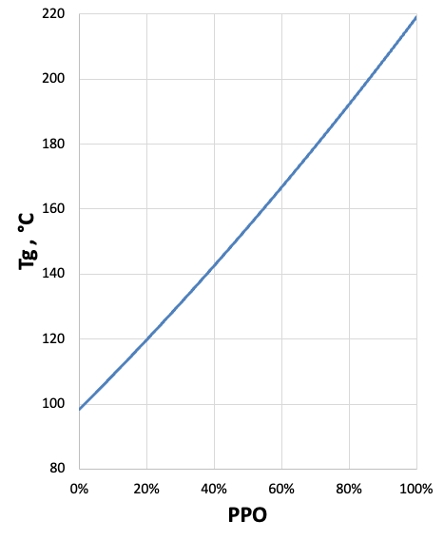
Da qui nasce il PPE commerciale: non tanto il polimero puro, quanto una famiglia di leghe identificate con la sigla mPPE (modified PPE), in cui la frazione di PPE viene modulata per regolare le prestazioni. Incrementando la percentuale di PPE, aumentano tipicamente la Tg e la temperatura di deformazione sotto carico (HDT), mentre la componente stirenica contribuisce a migliorare la trasformabilità e a ridurre le temperature di processo (vedi figura 2).
Proprietà
Questa logica “a percentuale”, però, non serve solo a spostare Tg e HDT: è anche il modo in cui si costruisce un pacchetto di proprietà molto riconoscibile, che spiega perché le leghe a base di PPE abbiano trovato spazio in settori diversi. Un primo aspetto distintivo è il comportamento in presenza di acqua e di umidità. Nei gradi mPPE/PPE-PS si osservano assorbimenti d’acqua a 24 h (23°C) nell’ordine di 0,06–0,08%, con conseguente buona stabilità dimensionale in ambienti umidi o a contatto con l’acqua. A livello di meccanismo, la famiglia è spesso descritta come idrostaticamente stabile, poiché priva di legami idrolizzabili, e la bassa assorbenza aiuta a mantenere proprietà e dimensioni anche in condizioni severe (alta umidità e, in alcuni casi, vapore).
Un secondo contributo, molto apprezzato in elettrotecnica ed elettronica, riguarda le proprietà dielettriche. Per gradi rinforzati e ritardati di fiamma sono riportate costanti dielettriche tipiche (60 Hz) nell’intervallo 2,52–2,74, con fattori di dissipazione (1 MHz) che possono collocarsi, a seconda del grado, circa tra 0,0021 e 0,009; la resistività di volume è dell’ordine di 10¹⁶–10¹⁷ Ω·cm. In pratica, oltre alla tenuta in caldo, è utile per il progettista sapere che l’isolamento elettrico e la sua ripetibilità beneficiano anche del basso assorbimento d’acqua.
C’è poi un vantaggio spesso sottovalutato: la densità. Diversi gradi di PPE/PS mostrano densità tipiche intorno a 1,09–1,12 g/cm3, con varianti anche più leggere nelle versioni alleggerite/schiumate; è spesso ricordato che i blend PPE/PS possono avere densità inferiori rispetto a molti altri tecnopolimeri.
Infine, il comportamento alla fiamma. Le leghe a base di PPE sono spesso descritte come relativamente resistenti alla combustione e, con un compounding mirato, si possono ottenere formulazioni a ritardo di fiamma non bromurate né clorurate. Per alcuni gradi sono riportate classificazioni UL 94 V-0 a spessori minimi compresi tra 1,4 e 1,6 mm (a seconda della formulazione).
Applicazioni

Questo insieme di proprietà spiega perché il PPE, quasi sempre sotto forma di leghe mPPE, venga scelto non tanto per una singola caratteristica, quanto per un equilibrio complessivo che resta stabile nelle condizioni reali di esercizio. Considerando le applicazioni, emergono tre ambiti in cui la logica di scelta è particolarmente chiara.
Nel settore elettrotecnico ed elettronico, le leghe a base di PPE sono utilizzate quando sono richieste buone proprietà dielettriche, stabilità dimensionale e una certa tenuta in temperatura, in prossimità di sorgenti di calore. È il caso di connettori, zoccoli, morsettiere, alloggiamenti e supporti per componenti elettrici, in cui contano sia l’isolamento sia la ripetibilità delle prestazioni in presenza di umidità. In questi componenti la stabilità dimensionale ha un valore pratico immediato, perché riduce le variazioni di gioco, i disallineamenti e la perdita di forza di contatto, soprattutto durante le fasi di funzionamento e raffreddamento. La disponibilità di gradi autoestinguenti completa il quadro, perché consente di rispettare requisiti normativi senza dover cambiare famiglia di materiale.
Un secondo ambito tipico è la gestione di fluidi e acqua, dove il vantaggio principale è la combinazione tra basso assorbimento d’acqua e stabilità nel tempo. Qui rientrano corpi pompa, giranti, valvole, raccordi e componenti per filtrazione, spesso esposti a umidità, condensa o acqua in ricircolo. In questi casi la prestazione non si valuta solo “a secco” e a temperatura ambiente: conta mantenere la forma e le tolleranze, evitare variazioni dimensionali e limitare le derive delle proprietà meccaniche ed elettriche in condizioni reali. Per questo le leghe mPPE sono spesso considerate una soluzione robusta quando l’ambiente è umido e la stabilità dimensionale è un requisito funzionale, non solo estetico.
Infine, nell’automotive e in molte applicazioni industriali, il PPE entra in gioco quando si richiede un compromesso equilibrato tra resistenza in temperatura, stabilità dimensionale, peso e trasformabilità su grandi volumi. Tra gli esempi tipici, troviamo alloggiamenti tecnici, supporti, componenti strutturali leggeri, parti vicine a sorgenti di calore moderate e particolari in cui la ripetibilità produttiva è un vincolo forte. In questi settori la scelta è spesso guidata da una domanda pratica: serve un materiale che regga bene in esercizio e, al contempo, consenta una trasformazione industriale stabile. Le leghe a base PPE rispondono proprio a questa esigenza, perché consentono di tarare prestazioni e processabilità attraverso la definizione del grado.
Trasformazione

Se nell’automotive e nell’industria le leghe a base di PPE vengono spesso scelte per il loro equilibrio tra prestazioni termiche, stabilità dimensionale e peso, è altrettanto vero che il loro valore industriale si misura nella finestra di trasformazione: quanto il materiale è gestibile e ripetibile su stampi e linee ad alto volume.
Nel panorama dei tecnopolimeri, le resine a base di PPE (in particolare i blend PPE/stirenici) si distinguono per coprire un ampio ventaglio di processi: stampaggio a iniezione, estrusione, soffiaggio, espansione (schiumatura) e stampaggio di espansi strutturali. Questo è un punto importante per chi deve industrializzare: la piattaforma materiale rimane coerente, mentre si sposta l’assetto di processo scegliendo grado e tecnologia.
Per componenti tecnici e strutturali leggeri, una famiglia particolarmente interessante è quella dei gradi per espansi strutturali. In questo caso, il pezzo presenta due pelli compatte e un cuore “cellulare”, ottenuto introducendo un gas inerte nella massa fusa; il processo lavora tipicamente a bassa pressione e consente di stampare parti grandi, riducendo i requisiti di forza di chiusura.
Le geometrie tipiche prevedono spessori di parete compresi tra 4 e 13 mm, con un valore medio intorno ai 6 mm. In termini di alleggerimento, una riduzione della massa del 20% significa che lo stampo viene inizialmente riempito all’80%, e il restante 20% è colmato dall’espansione della miscela polimero + gas. In pratica, questa modalità consente di aumentare il rapporto rigidezza/peso e di migliorare aspetti qualitativi, come la minore tendenza a presentare segni di risucchio in corrispondenza di nervature e bossoli, mantenendo la logica di trasformazione tipica dello stampaggio.
Quando l’obiettivo è spingere di più sulla leggerezza e sull’assorbimento d’energia, entrano in gioco i gradi espandibili in bead: qui le densità ottenibili sono nell’intervallo 0,02-0,2 g/cm³, con una struttura a celle chiuse fine. Dal punto di vista termico, questi materiali sono considerati stabili fino a circa 120°C, un valore rilevante per applicazioni in cui raramente schiumatura e temperatura convivono bene.
Sul fronte dell’estrusione, un aspetto pratico è che alcune formulazioni a base di PPE possono essere lavorate su attrezzature e matrici standard per PS e PET, consentendo ai trasformatori di ampliare il portafoglio senza grandi investimenti di capitale. Nei gradi da soffiaggio, la leva tecnica è l’elevata resistenza del fuso (melt strength), utile per estrudere il parison cavo senza cedimenti eccessivi prima della fase di soffiaggio e per sostenere la produttività e la stabilità di processo.
Una soluzione equilibrata
In conclusione, il PPE/PPO (quasi sempre in lega mPPE) si colloca come una soluzione di equilibrio: non nasce per inseguire le temperature estreme dei grandi amorfi ad alta Tg, ma per offrire una combinazione stabile di proprietà termiche, dimensionali ed elettriche con una trasformabilità adatta ai volumi industriali.
Rispetto a tecnopolimeri come PES/PESU, PPSU e PEI, che vengono scelti quando il requisito dominante è lavorare a temperature molto alte con continuità (e spesso con vincoli severi su sterilizzazione, vapore o comportamento alla fiamma), le leghe a base di PPE sono spesso più competitive quando il calore è moderato, ma le prestazioni richieste sono costituite da stabilità dimensionale, basso assorbimento d’acqua e affidabilità elettrica, con gradi facilmente tarabili per processo e normativa.
(Articolo tratto dalla rivista Plastix di marzo 2026)