
PSU, PES, PPSU e PEI: quando resistenza e stabilità alle alte temperature sono il requisito più importante
di Giovanni Lucchetta, Università di Padova
Quando in un progetto entra la parola “temperatura”, spesso si pensa alla resistenza al calore nel senso più immediato: non deformarsi, non cedere, non perdere forma. In realtà, nelle applicazioni industriali, il requisito termico è quasi sempre un requisito di affidabilità nel tempo. Significa mantenere rigidità, tolleranze dimensionali, proprietà dielettriche e resistenza meccanica per migliaia di ore, magari dopo cicli ripetuti di sterilizzazione o lavaggio. È il classico caso in cui non basta scegliere un polimero sufficientemente resistente: serve progettare in modo coerente, mettendo insieme materiale, grado e processo, per limitare il creep, il rilassamento e il degrado.
In questo scenario esistono due famiglie di termoplastici che si collocano tra i tecnopolimeri più diffusi e i superpolimeri più estremi: i poliarilsolfoni e le polieterimmidi (PEI).
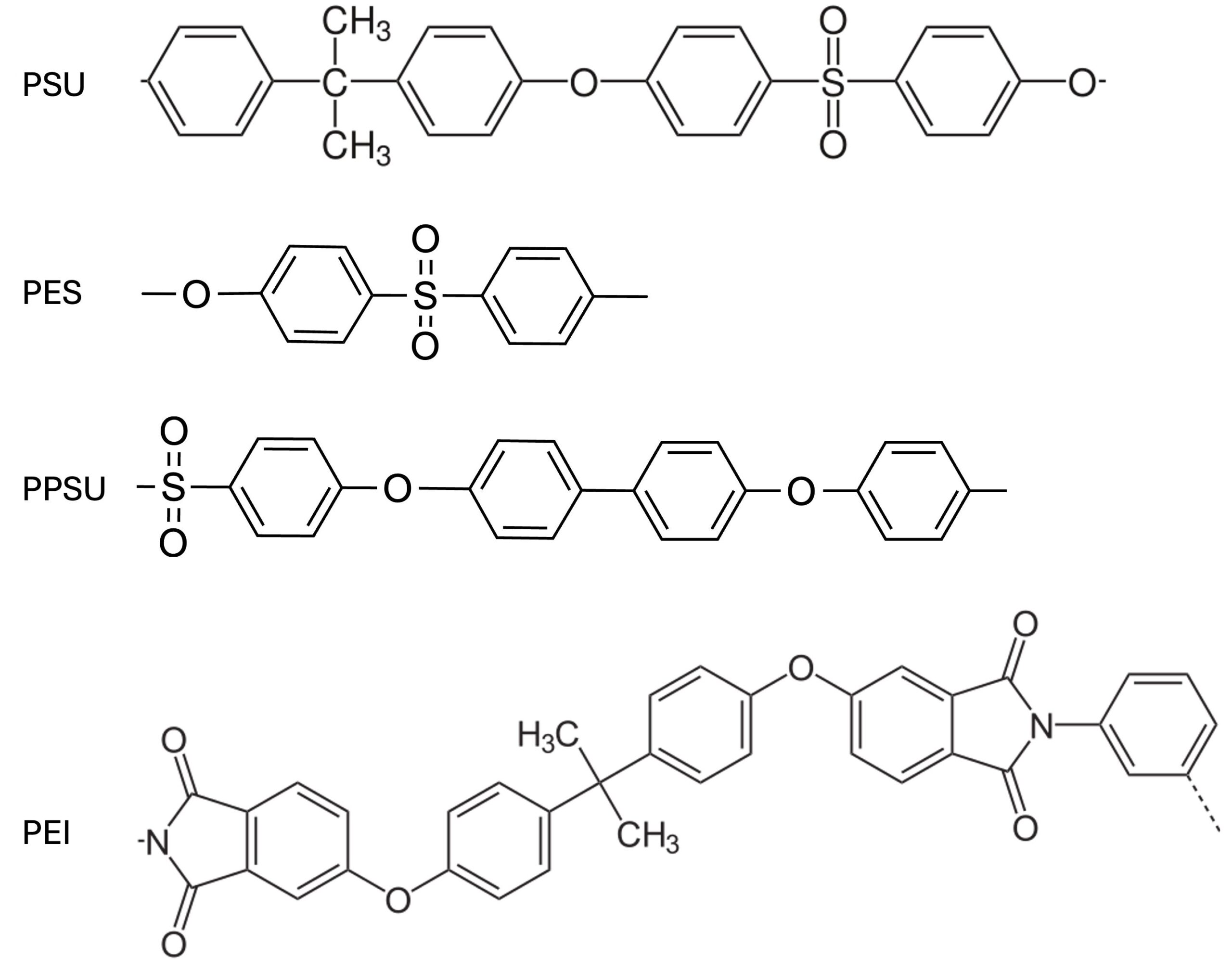
I poliarilsolfoni sono termoplastici amorfi resistenti alle alte temperature e il loro nome deriva dalla presenza del gruppo solfone nella catena polimerica, mentre la famiglia comprende: polisolfoni (PSU), polietersolfoni (PES o PESU) e polifenilsolfoni (PPSU).
Il PEI non è un poliarisolfone, perché appartiene a una chimica diversa, ma gioca nello stesso campionato delle resine per alte temperature (HT specialty) e quindi è un confronto naturale quando il progetto ruota attorno al comportamento a caldo, alla stabilità dimensionale e all’affidabilità.
Il fatto che questi materiali siano amorfi e aromatici ha conseguenze molto pratiche. Amorfo significa assenza di cristallinità, assenza di un punto di fusione netto e, soprattutto, indica una buona ripetibilità dimensionale. In altre parole, si riducono alcune delle variabilità tipiche dei semicristallini e si ottiene spesso una maggiore fedeltà geometrica.
A questa base strutturale si aggiunge la rigidità conferita dalle unità aromatiche, ossia dagli anelli benzenici presenti lungo la catena. Nella figura 1 se ne apprezza l’elevata frequenza lungo le catene, perché le strutture sono costellate di esagoni (gli esagoni rappresentano proprio gli anelli benzenici), particolarmente stabili grazie alla delocalizzazione elettronica; ciò aumenta la rigidità della macromolecola e contribuisce in modo determinante alla stabilità termica e, spesso, a una maggiore resistenza alla fiamma.
Poliarilsolfoni e polieterimmidi offrono proprietà elevate in termini di resistenza meccanica, stabilità termica, basso creep, buone proprietà dielettriche, trasparenza, autoestinguenza e una discreta resistenza ad acidi e alcali. Tuttavia, ciò che li contraddistingue nettamente, quando la temperatura è davvero la variabile dominante, è la capacità di mantenere prestazioni e tolleranze quando il componente resta caldo a lungo o affronta cicli ripetuti che combinano temperatura, umidità e sollecitazioni.
Resistenza e stabilità ad alta temperatura
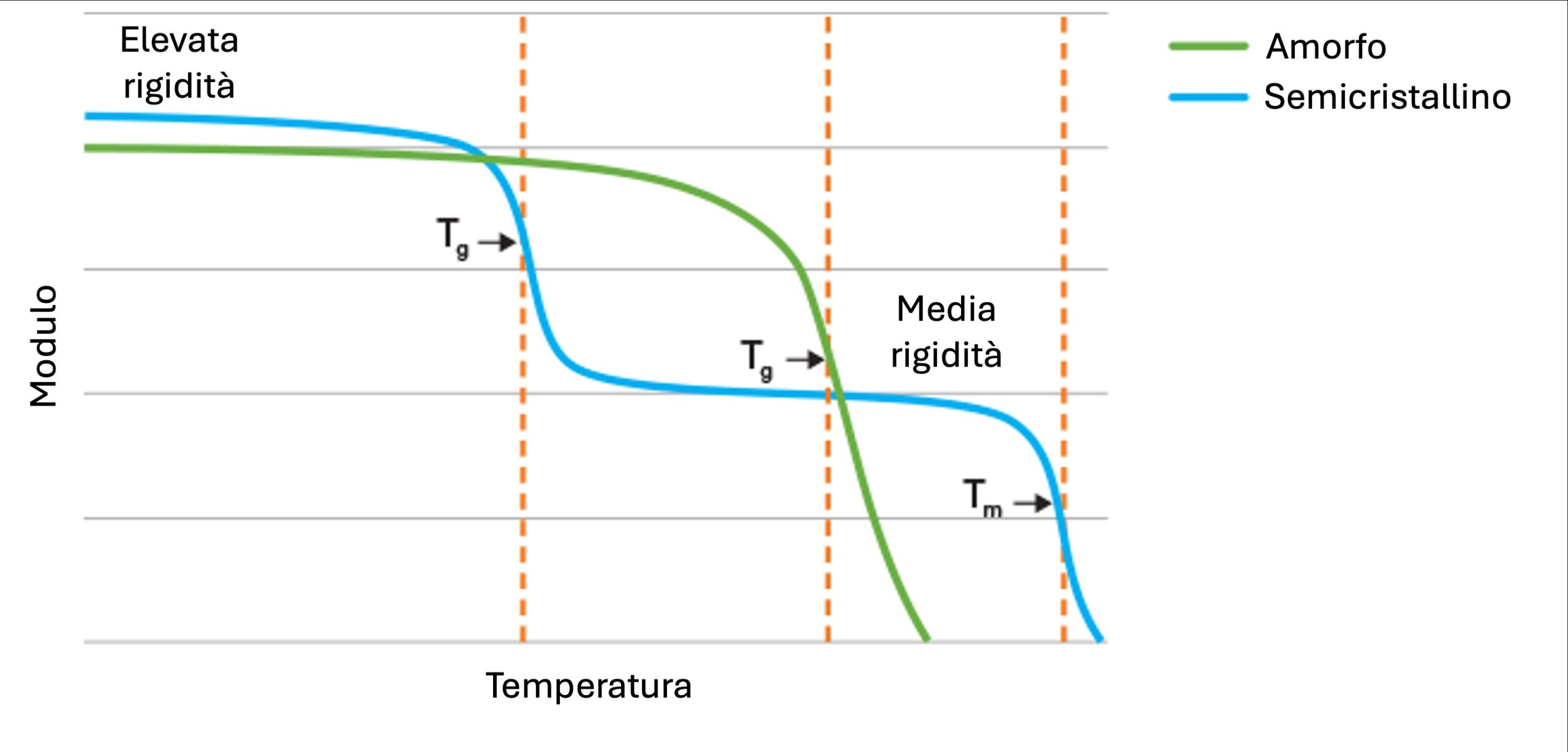
Per le resine termoplastiche amorfe il parametro di riferimento è la temperatura di transizione vetrosa (Tg): oltre questo valore il materiale diventa più cedevole e il rischio di creep aumenta rapidamente (vedi figura 2).
Tuttavia, una Tg elevata da sola non garantisce affidabilità: occorre considerare anche la temperatura di impiego continuo e la temperatura di deformazione sotto carico (HDT), ma soprattutto la durata dell’esposizione, il livello di carico e la geometria che concentra o distribuisce gli sforzi. Quando la temperatura costituisce il requisito determinante, la progettazione deve privilegiare la stabilità delle prestazioni nel tempo, più che la resistenza a picchi termici di breve durata.
All’interno dei poliarilsolfoni, PSU, PES e PPSU possono essere raffigurati come tre gradini della stessa scala. Il PSU è spesso il punto d’ingresso nel mondo dell’alta temperatura: trasparente e affidabile, con un equilibrio solido tra resistenza e tenacità. Nella comunicazione tecnica, il PES (o PESU) è spesso associato a un salto verso temperature più elevate e a un modulo più elevato.
Il PPSU merita una citazione esplicita perché, in molte applicazioni, non è decisiva solo la resistenza al calore, ma anche la capacità di mantenere le prestazioni dopo numerosi cicli. Questo aspetto è particolarmente rilevante in presenza di vapore, sterilizzazioni ripetute, lavaggi ad alta temperatura e sollecitazioni meccaniche.

Il PEI è una resina amorfa ad alte prestazioni che combina unità strutturali molto rigide con segmenti che favoriscono lo scorrimento e la processabilità. Questo equilibrio strutturale spiega perché venga scelta quando servono rigidità e stabilità dimensionale a caldo, insieme a un profilo di comportamento alla fiamma spesso molto favorevole e a buone prestazioni elettriche.
A supporto di questo profilo, nei gradi standard si trovano valori indicativi di Tg di circa 217°C e indici d’impiego a lungo termine (RTI, UL 746B) nell’ordine di 170-180°C, a seconda del grado. Queste caratteristiche, insieme a proprietà elettriche stabili e a una buona resistenza chimica verso molte soluzioni acquose e fluidi industriali, spiegano perché venga scelto quando si richiedono precisione dimensionale e prestazioni affidabili anche a temperature elevate.
Dal punto di vista applicativo, è interessante anche la sua compatibilità con diverse modalità di sterilizzazione, perché amplia la finestra di utilizzo in ambito medicale e laboratoristico, dove non si decide solo in base alla temperatura, ma anche in base ai protocolli di igiene e ai cicli di manutenzione.
Gradi e prestazioni
Per orientarsi nella scelta tra PSU, PES, PPSU e PEI è utile impostare la valutazione su criteri di progetto, perché una soluzione può risultare adeguata solo in apparenza. Il primo criterio è definito dalla temperatura d’esercizio effettiva e dalla durata dell’esposizione: non è la stessa cosa gestire un breve ciclo termico di processo oppure lavorare per anni in continuo; a titolo indicativo, nella famiglia dei poliarilsolfoni si trovano finestre d’impiego che arrivano tipicamente a circa 185°C per PSU e a circa 220-225°C per PPSU e PES, mentre gli indicatori d’impiego continuo e di deformazione sotto carico possono collocarsi, a seconda dei gradi, nell’ordine di 150-240°C (impiego continuo) e 170-260°C (HDT).

Il secondo criterio è la natura del carico: quando il componente deve mantenere geometria e tolleranze, come nel caso di supporti, staffe, clip o connettori, il creep e la stabilità dimensionale diventano più determinanti rispetto alla resistenza misurata a temperatura ambiente, soprattutto avvicinandosi alla Tg.
Il terzo criterio è l’ambiente di servizio: l’acqua calda, il vapore, i detergenti e le sterilizzazioni ripetute richiedono stabilità idrotermica; in questo contesto, PPSU e PES sono spesso valutati per applicazioni più severe.
Il quarto criterio riguarda la compatibilità chimica e lo stato tensionale del pezzo: la combinazione tra agenti chimici e tensioni residue di processo, o concentrate dalla geometria, può innescare cricche e decadimenti anche in materiali ad alte prestazioni.
Un aspetto importante è che non esiste il miglior materiale in senso assoluto: esistono gradi diversi il cui comportamento può differire in modo significativo. Nella stessa famiglia, ad esempio, i poliarisolfoni coprono un ampio intervallo di Tg e prestazioni: sono riportati valori di Tg nell’ordine di 190-285°C e, a seconda del grado, valori tipici compresi tra circa 190°C e 285°C. Anche le proprietà meccaniche variano sensibilmente a seconda del grado, con resistenze a trazione comprese tra 70 e 180 MPa.
Lo stesso vale per il PEI: l’effetto dei rinforzi può essere marcato. Per un grado non caricato come Ultem 1000 si riportano, a temperatura ambiente, una tensione a snervamento nell’ordine dei 105 MPa e un modulo flessionale di circa 3,3 GPa; passando a gradi rinforzati, la rigidezza può aumentare sensibilmente, con moduli flessionali che possono arrivare fino a circa 13,5 GPa. In altre parole, la graduatoria dei candidati non dipende solo dalla resina base, ma anche dal grado specifico e dai rinforzi scelti in funzione dei requisiti applicativi.
Trasformazione e applicazioni

Sul fronte della trasformazione, PSU, PES, PPSU e PEI sono lavorabili con tecnologie industriali consolidate, in particolare mediante stampaggio a iniezione ed estrusione. Le condizioni di processo, però, sono più impegnative rispetto a quelle dei tecnopolimeri comuni e richiedono un controllo rigoroso dell’umidità e della stabilità termica.
Nei poliarilsolfoni, l’umidità assorbita non idrolizza il polimero, ma provoca difetti estetici (striature/splay) e, in casi estremi, bolle interne con possibile indebolimento locale. È quindi fondamentale la pre-essiccazione fino a <0,05% (500 ppm) per lo stampaggio a iniezione e a <0,01% (100 ppm) per l’estrusione. Condizioni tipiche: per PSU, 3 h a 149°C; per PES/PPSU, 4 h a 150°C. In iniezione, lo stampo è tipicamente a 120-160°C (preferibilmente ≥138°C) e la temperatura del fuso è in genere nell’intervallo 360-375°C (da tarare in base al grado e alla macchina). Per limitare la degradazione termica, dimensionare la capacità del cilindro per un tempo di permanenza inferiore a 20 minuti (shot size pari al 30-60% della capacità); a temperature tipiche del fuso, le resine sulfone tollerano in genere una permanenza di 10-20 minuti.
Per il PEI, il controllo dell’umidità è determinante: già contenuti superiori a 0,02% possono causare difetti e decadimenti, per cui si ricorre a essiccazioni e deumidificazioni rigorose. Come indicazione tipica, per i gradi Ultem si riportano 150°C per circa 4 h (con dryer deumidificante e punto di rugiada dell’aria nell’ordine di -30/-40 °C), modulando poi tempi e condizioni in funzione del grado e della taglia del granulo. Per la lavorazione sono richieste macchine idonee alle temperature elevate (ugello fino a circa 400°C) e un controllo attento dei tempi di permanenza e delle soste, perché a questi livelli termici il margine rispetto alla degradazione e alle contaminazioni si riduce.
In elettrotecnica ed elettronica, questi materiali trovano impiego in connettori, isolanti e alloggiamenti vicini a sorgenti di calore. In ambito medicale e laboratoristico sono rilevanti quando servono componenti sterilizzabili, spesso trasparenti e ispezionabili, che mantengano la funzionalità dopo cicli ripetuti di autoclave o di lavaggio. Nei sistemi per fluidi caldi compaiono in componenti esposti all’acqua calda e ai detergenti, dove stabilità dimensionale e resistenza idrotermica diventano determinanti. Nella filtrazione, in particolare per applicazioni specifiche, la famiglia dei poliarilsolfoni è rilevante perché combina prestazioni termiche e compatibilità con condizioni di processo severe.
(Articolo tratto dalla rivista Plastix di febbraio 2026)






